
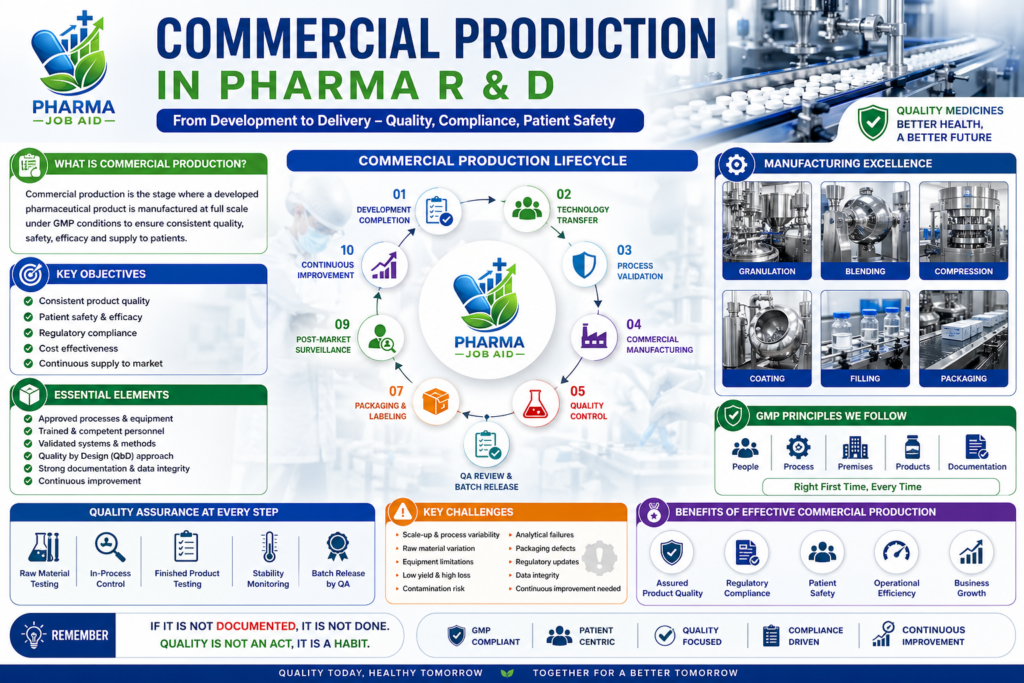
Commercial production in pharmaceutical R&D is the final and most critical stage where a developed formulation is transferred from research, pilot scale, and validation batches into full-scale market supply. It connects formulation development, process optimization, technology transfer, validation, quality assurance, regulatory approval, and routine manufacturing. In simple terms, commercial production means producing a medicine at approved manufacturing scale under GMP conditions so that it can be safely supplied to patients.
Importance of Commercial Production in Pharmaceutical Development
Commercial production is important because it confirms that the product developed in R&D can be manufactured consistently on a large scale without compromising quality, safety, efficacy, purity, and stability. A formulation may perform well in the laboratory, but commercial production proves whether the same product can be produced batch after batch using production equipment, approved raw materials, validated processes, trained personnel, and controlled environmental conditions.
Link Between R&D and Commercial Production
Pharma R&D develops the product formula, manufacturing process, analytical method, stability profile, packaging system, and critical quality attributes. However, commercial production depends on successful transfer of this knowledge to the production site. During this stage, R&D works closely with Production, QA, QC, Engineering, Warehouse, Regulatory Affairs, and Validation teams to ensure that every parameter is scientifically justified and practically achievable.
Key Activities Before Commercial Production
Before starting commercial production, several activities must be completed. These include finalization of the Master Formula Record, approved manufacturing process, analytical method validation, process validation, cleaning validation, equipment qualification, stability study, packaging material approval, regulatory dossier submission, and QA approval. Any gap at this stage may lead to batch failure, regulatory observation, market complaint, or product recall.
Process Validation Before Commercial Manufacturing
Process validation is one of the most important requirements before commercial production. It demonstrates that the manufacturing process can consistently produce a product meeting predetermined specifications. Usually, validation batches are manufactured at commercial scale using approved equipment and controlled parameters. Critical process parameters such as mixing time, granulation endpoint, compression force, coating parameters, filling volume, sterilization cycle, and drying temperature must be monitored carefully.
Technology Transfer to Commercial Scale
Technology transfer ensures that the product knowledge generated in R&D is properly transferred to the manufacturing site. It includes formula details, process flow, critical material attributes, critical process parameters, equipment requirements, in-process controls, yield limits, hold time studies, cleaning requirements, and troubleshooting guidance. A strong technology transfer system reduces production failure and improves first-time-right manufacturing.
Role of QA in Commercial Production
Quality Assurance plays a central role in commercial production. QA reviews and approves all documents, monitors GMP compliance, verifies line clearance, checks batch manufacturing records, evaluates deviations, approves change controls, and ensures that the batch is released only after meeting all quality requirements. Without QA approval, no commercial batch should be released to the market.
Role of QC in Commercial Production
Quality Control ensures that raw materials, packaging materials, in-process samples, finished products, and stability samples meet approved specifications. QC performs chemical, physical, microbiological, and instrumental analysis such as assay, dissolution, content uniformity, impurity testing, microbial limit test, sterility test, and stability testing. QC data provides scientific evidence that the commercial batch is suitable for release.
GMP Requirements in Commercial Production
Commercial production must follow Good Manufacturing Practice. This includes approved SOPs, trained personnel, qualified equipment, validated processes, controlled environment, proper documentation, contamination control, cleaning verification, data integrity, and deviation management. Every activity must be recorded at the time of operation because in pharma, if it is not documented, it is not done.
Common Challenges in Commercial Production
Commercial production may face several challenges such as scale-up failure, process variability, raw material variation, equipment limitation, low yield, sticking or picking during compression, coating defects, filling variation, contamination risk, analytical failure, packaging defects, and stability failure. These issues must be handled through proper investigation, root cause analysis, CAPA, and change control.
Batch Manufacturing Process in Commercial Production
Once commercial production begins, each batch must be manufactured strictly according to the approved Master Formula Record (MFR) and Batch Manufacturing Record (BMR). Every step—from dispensing to final packaging—must follow predefined instructions. Operators must record real-time data such as weights, temperatures, pressures, mixing times, equipment IDs, and signatures. Any deviation from the approved process must be documented and investigated immediately. This ensures traceability, reproducibility, and audit readiness, which are essential for DGDA and global regulatory inspections.
In-Process Controls (IPC) and Monitoring
During commercial production, in-process controls (IPC) are critical to ensure that the product remains within acceptable quality limits throughout manufacturing. These controls include parameters such as tablet weight variation, hardness, friability, disintegration time, granule moisture content, blend uniformity, coating weight gain, and fill volume accuracy. IPC results must be recorded and reviewed in real time. If results go out of specification or trend toward limits, immediate corrective actions must be taken to prevent batch rejection.
Equipment and Facility Control
Commercial production requires the use of qualified equipment and controlled facilities. Equipment must undergo IQ (Installation Qualification), OQ (Operational Qualification), and PQ (Performance Qualification) before use. Preventive maintenance schedules must be followed to ensure consistent performance. Facilities must maintain appropriate HVAC conditions such as temperature, humidity, pressure differentials, and cleanliness classification to prevent contamination and ensure product stability.
Cleaning Validation and Cross-Contamination Control
Cleaning validation ensures that equipment and production areas are free from residues of previous products, cleaning agents, and microbial contamination. In commercial production, this becomes even more critical, especially in multi-product facilities. Acceptance criteria must be scientifically justified based on toxicity, potency, and batch size. Swab and rinse sampling methods are commonly used to verify cleanliness. Proper cleaning practices help prevent cross-contamination, which is a major regulatory concern in Bangladesh and globally.
Documentation and Data Integrity
Documentation is the backbone of commercial production. All records must follow Good Documentation Practices (GDP/GDocP) such as legible handwriting, no overwriting, proper corrections with signature and date, and real-time recording. Electronic systems must comply with data integrity principles such as ALCOA+ (Attributable, Legible, Contemporaneous, Original, Accurate, Complete, Consistent, Enduring, and Available). Any data manipulation or missing records can lead to serious regulatory actions.
Deviation Management in Commercial Production
Deviations are unavoidable in real manufacturing environments. However, they must be handled systematically. Every deviation should be classified (minor, major, critical), investigated using tools like 5-Why or Fishbone analysis, and linked with a proper CAPA (Corrective and Preventive Action). Root cause identification is essential to prevent recurrence. QA must review and approve all deviation investigations before batch release.
Change Control System
Any change in raw materials, equipment, process parameters, batch size, analytical methods, or packaging must go through a formal change control system. The impact of the change must be evaluated on product quality, regulatory filings, validation status, and stability data. Depending on the risk level, revalidation or regulatory notification/approval may be required. Unauthorized changes are strictly prohibited in commercial production.
Stability Studies and Ongoing Monitoring
After commercialization, stability studies continue under ongoing stability programs. Batches are placed under long-term and accelerated conditions to monitor product quality over time. This ensures that the product remains within specification throughout its shelf life. Any stability failure must trigger investigation, potential recall, or shelf-life revision.
Packaging and Labeling Control
Packaging is not just a finishing step; it is a critical quality function. Incorrect labeling, mix-ups, or packaging defects can lead to serious regulatory consequences. Line clearance must be performed before starting packaging operations to ensure no mix-up of materials. Printed packaging materials such as labels, cartons, and leaflets must be verified against approved artworks. Serialization and batch traceability are increasingly important in modern pharmaceutical systems.
Batch Release and Market Distribution
Before a batch is released to the market, QA must review the entire Batch Manufacturing Record, Batch Packaging Record, QC results, deviation reports, and change control status. Only after confirming compliance with all requirements, QA issues a Batch Release Certificate. The product is then distributed through approved supply chains, maintaining storage conditions such as temperature and humidity.
Post-Marketing Surveillance
Commercial production does not end at product release. Continuous monitoring through pharmacovigilance, complaint handling, product quality review (PQR/APQR), and market feedback is essential. Customer complaints must be investigated thoroughly, and trends must be analyzed to identify recurring issues. This feedback loop helps improve product quality and ensures patient safety.
Product Quality Review (PQR/APQR)
Annual Product Quality Review (APQR) is a regulatory requirement that evaluates the overall performance of a product during commercial production. It includes data on deviations, OOS/OOT results, complaints, stability data, yield trends, process capability, and CAPA effectiveness. APQR helps identify areas of improvement and ensures continuous process verification.
Continuous Process Verification (CPV)
Modern regulatory guidelines encourage Continuous Process Verification (CPV) instead of relying only on initial validation. CPV involves ongoing monitoring of critical process parameters and quality attributes using statistical tools. This approach ensures that the process remains in a state of control throughout the product lifecycle.
Risk Management in Commercial Production
Risk management tools such as FMEA (Failure Mode and Effects Analysis), HACCP, and Risk Ranking are used to identify potential failures and implement preventive measures. Risk-based decision-making is highly appreciated by regulatory authorities like DGDA, WHO, and US FDA.
Digitalization and Pharma 4.0 in Commercial Manufacturing
Modern commercial production is moving toward Pharma 4.0, where digital systems, automation, AI, and real-time monitoring improve efficiency and quality. Technologies such as Manufacturing Execution Systems (MES), electronic batch records (EBR), PAT (Process Analytical Technology), and data analytics are being increasingly adopted in advanced pharmaceutical industries.
Final Conclusion
Commercial production in pharma R&D is a lifecycle-driven, quality-focused, and highly regulated process. It transforms a laboratory-developed product into a market-ready medicine while ensuring compliance with GMP and regulatory expectations. Success in commercial production depends on strong coordination between R&D, QA, QC, Production, Engineering, and Regulatory Affairs, along with robust documentation, validation, and continuous improvement systems.
Conclusion
Commercial production in pharma R&D is not only a manufacturing activity; it is the practical confirmation of successful product development. It proves that the formulation, process, analytical method, equipment, personnel, and quality system are capable of producing a safe, effective, and consistent pharmaceutical product for the market. A well-controlled commercial production system supports regulatory compliance, patient safety, business continuity, and long-term product success.