
Process optimization in pharmaceutical R&D is a systematic approach to improving efficiency, product quality, robustness, and scalability of drug development processes—from early formulation to commercial manufacturing. It is a critical bridge between research innovation and GMP-compliant production, especially under DGDA/WHO expectations.
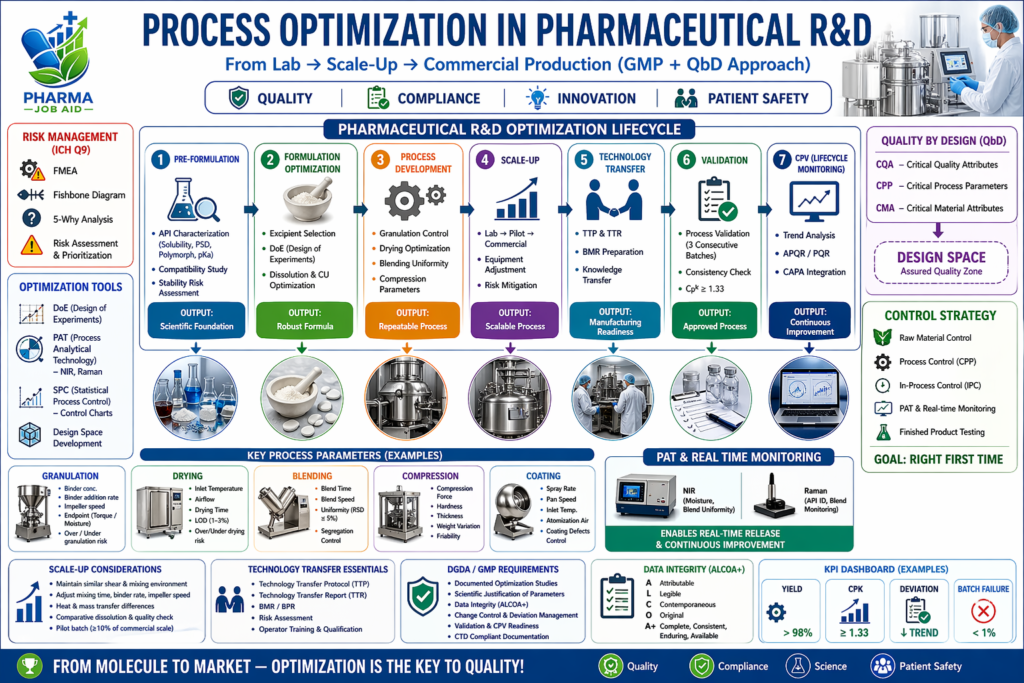
🎯 1. What is Process Optimization?
Process optimization involves identifying, analyzing, and improving process variables to achieve:
- ✔ Consistent product quality
- ✔ Higher yield and efficiency
- ✔ Reduced variability and waste
- ✔ Faster scale-up and technology transfer
- ✔ Regulatory compliance (GMP, WHO, ICH)
🧪 1. Pre-Formulation Optimization (API & Excipient Understanding)
🎯 Objective
Establish a scientific foundation for formulation by understanding API physicochemical behavior and excipient compatibility.
🔍 Detailed Activities
1. API Characterization
- Solubility profiling: across pH 1–7.5 (biorelevant media: SGF, SIF)
- pKa & ionization: impacts dissolution and permeability
- Particle size distribution (PSD): affects flow, compressibility, dissolution
- Polymorphism screening: XRPD/DSC to detect metastable forms
- Hygroscopicity: moisture uptake risk → impacts stability
2. Solid-State Studies
- DSC, TGA, XRPD → phase transitions, crystallinity
- Amorphous vs crystalline trade-offs (solubility vs stability)
3. Drug–Excipient Compatibility
- Binary mixtures (1:1) under stress (40°C/75% RH)
- Analytical checks: HPLC assay, impurity profiling
- Typical incompatibilities:
- Lactose + amines → Maillard reaction
- Mg stearate → hydrophobic film affecting dissolution
4. Preformulation Outputs (Must be documented)
- Solubility class (BCS)
- Stability risks (light, heat, moisture)
- Excipient shortlist with justification
📌 DGDA/GMP Expectation
- Traceable raw data, controlled lab notebooks
- Justification of excipient selection (not trial-and-error)
💊 2. Formulation Optimization (Product Design)
🎯 Objective
Develop a formulation that consistently meets CQAs (e.g., dissolution, assay, content uniformity).
🔬 Critical Variables (Examples for Tablets)
| Variable | Impact |
|---|---|
| Binder % | Granule strength vs disintegration |
| Disintegrant % | Dissolution rate |
| Lubricant time | Over-lubrication → slow dissolution |
| API PSD | Content uniformity |
🧠 Design of Experiments (DoE) — Practical Use
- Factorial design (2³, 3²) for screening
- Response Surface Methodology (RSM) for optimization
📊 Typical Responses:
- Dissolution at 30 min
- Hardness
- Friability
- Disintegration time
📌 Statistical Outputs:
- ANOVA (p-value < 0.05 significance)
- Regression model (R² > 0.9 preferred)
- Contour & surface plots
🧩 QbD Integration
- Define:
- CQA: Dissolution, impurity, CU
- CPP: Mixing time, compression force
- CMA: API PSD, excipient grade
- Establish Design Space: “A multidimensional combination of variables that ensures quality”
📌 DGDA Expectation
- Scientific rationale (not empirical guesswork)
- DoE reports included in dossier (CTD 3.2.P.2)
⚙️ 3. Process Development Optimization
🎯 Objective
Convert formulation into a robust, repeatable manufacturing process
🏭 Unit Operation–Wise Deep Control
🔹 Granulation
- Parameters:
- Binder addition rate
- Impeller speed
- Endpoint (torque/NIR moisture)
👉 Risk:
- Under-granulation → poor flow
- Over-granulation → hard tablets, slow dissolution
🔹 Drying
- Inlet temperature, airflow, time
- LOD target: typically 1–3%
👉 Overdrying → friability issues
👉 Underdrying → sticking during compression
🔹 Blending
- Blend uniformity (RSD ≤ 5%)
- Segregation risk (PSD mismatch)
🔹 Compression
- Compression force vs hardness vs dissolution
- Weight variation control (IP/BP limits)
🔹 Coating
- Spray rate, atomization air, pan speed
- Defects:
- Orange peel
- Picking
- Color variation
📌 PAT Integration
- NIR for moisture & blend uniformity
- In-line sensors → real-time release potential
📈 4. Scale-Up Optimization (Lab → Pilot → Commercial)
🎯 Objective
Ensure process reproducibility across scales
🔍 Key Scientific Challenges
| Parameter | Lab | Commercial |
|---|---|---|
| Heat transfer | Fast | Slower |
| Mixing efficiency | High | Variable |
| Equipment geometry | Small | Large |
🧠 Scale-Up Principles
- Maintain dimensionless numbers (Reynolds, Froude)
- Keep similar shear environment
- Adjust:
- Mixing time
- Binder addition rate
📌 Risk Areas
- Dissolution failure after scale-up
- Content uniformity issues
- Equipment-specific variability
📌 DGDA Expectation
- Pilot batch data (≥10% commercial scale or 100,000 units)
- Comparative dissolution profiles
🔄 5. Technology Transfer Optimization
🎯 Objective
Seamless transfer from R&D to manufacturing without quality loss
📄 Critical Documents
- Technology Transfer Protocol (TTP)
- Technology Transfer Report (TTR)
- BMR/BPR
- Risk Assessment
🔁 Knowledge Transfer Elements
| Area | Details |
|---|---|
| Process parameters | CPP ranges |
| Material specs | Approved vendors |
| Equipment | Make/model differences |
| In-process controls | Sampling plan |
⚠️ Common Failure Points
- Incomplete documentation
- Missing critical parameters
- Operator training gaps
📌 DGDA Audit Focus
- Traceability from R&D → commercial batch
- Signed approval by QA
🧪 6. Validation-Linked Optimization
Process optimization must support:
- Process Validation (PV)
- Continued Process Verification (CPV)
🔍 Validation Types
| Type | Purpose |
|---|---|
| Prospective | Before commercial |
| Concurrent | During routine production |
| Retrospective | Historical data |
📊 Acceptance Criteria
- Cpk ≥ 1.33
- Consistent CQAs across 3 batches
📊 7. Risk Management (ICH Q9)
🧠 FMEA Example
| Failure Mode | Cause | Impact | RPN |
|---|---|---|---|
| Low dissolution | Over-lubrication | Bioavailability issue | High |
🧩 Tools Used
- Fishbone Diagram (Man, Machine, Method, Material)
- 5-Why Analysis
📉 8. Data Integrity & Documentation (ALCOA+)
🔑 Must Follow:
- A: Attributable
- L: Legible
- C: Contemporaneous
- O: Original
- A+: Complete, Consistent, Enduring
📌 DGDA Red Flags
- Backdated entries
- Missing raw data
- Uncontrolled Excel sheets
🚀 9. Continuous Improvement (Lifecycle Approach)
Optimization is ongoing via:
- Trending (APQR/PQR)
- Deviation & CAPA linkage
- CPV data
📊 Example:
- Trend: Dissolution drifting downward
- Action: Adjust compression force
- CAPA: Update SOP + retrain operators